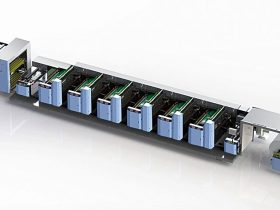
电晕处理设备主要由三部分构成,即升压变压器、调整电路和电极,如下图所示。
电晕处理机结构原理
(1)变压器。电晕处理机用变压器为升压变压器。输入电压为380V,输出电压一般为9000-12000V,用调压器调节。变压器的形式有油浸式(也称为湿式)、干式两种。湿式变压器单台功率大、体积大、安全耐用;干式变压器,由于散热差功率不宜做得过高,一般功率为1-2kW,制造工艺要求髙否则容易击穿,不耐用。国产电晕处理机大部分用湿式变压器,进口产品用干式变压器较多。
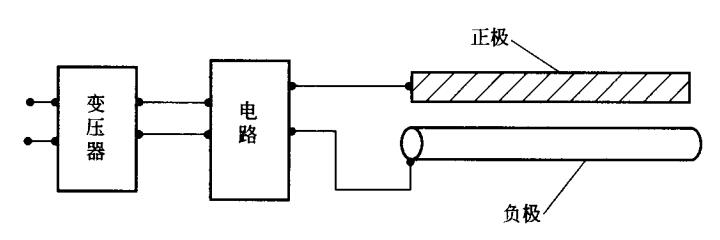
(2)电路。输入到变压器的电压是50Hz,而电晕处理需要高频率输出。通过一个开关电路将50Hz输入信号转化为约20kHz的高频输出信号。变换频率目的是使髙速运动的离子更均匀地作用在薄膜的每个单位面积上。下图所示为输入电压和变频后输出电压波形,图(a)为50Hz低频电压波形,2π相位即l/50s电压全波图。电压从最髙峰值到最低峰值完成一个周期。在这个电压作用下离子,1/50s(即0.02s)时间内电压从0升到最大值后再回到0,再到最低峰值又回到0,0.02s内离子被加速两次,也就是说0.2s内发出两个离子小球撞击到薄膜表面。
电晕处理时的电压波形
(a)50周低频的电压波形,按正弦规律变化
(b)低频工作时电流的零值区域和峰值区域
(c)晶体管振荡器输出电压波形
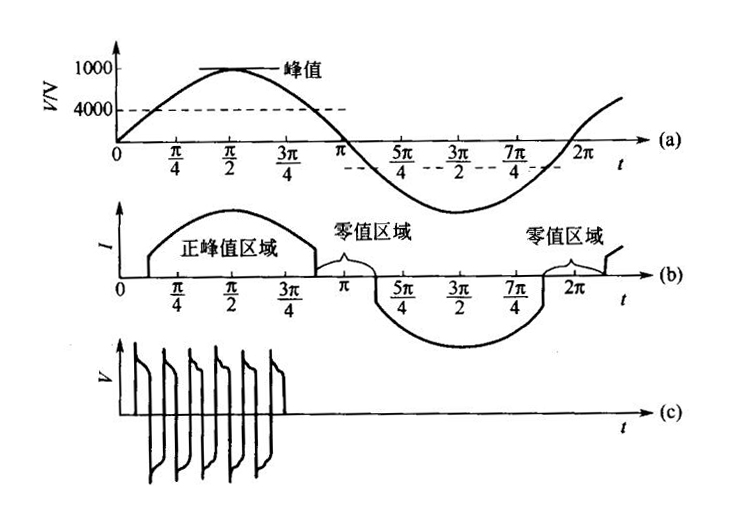
若薄膜以速度U在电极下运动,则在薄膜运动方向小球两次撞击薄膜表面,撞出两个小坑的间隔为D=0.02υ如下图所示为塑料薄膜运动速度υ=20m/min,则小坑间隔为 D=0.02X20/60=0.66mm。
离子作用在运动薄膜表面状态示意
若输出频率为20kHz,则小坑间隔为50Hz时的1/400,即0.000825mm。显然高频输出时处理塑料薄膜表面均匀。这就好像用一颗炮弹射向表面,不如将炮弹粉碎成无数小子 弹射向表面产生的坑均匀。
(3)电极的设计,放电正、负极各有不同的设计要求负电极是产生火花放电的位置,温度很高,因此负极应设计为一个转动的金属辊,辊的周长要大,周围圆柱面积大则散热效果好。最好用导热好的铝辊。平面负极要散热面积大、易更换的金属板。正极的设计要根据被处理材料传送方式来确定。电极材料有合金铝刀形电极和钢丝电极两种。如下图。
从原理上放电的效果与电极材料没有关系,电极寿命与电极材料有直接关系。
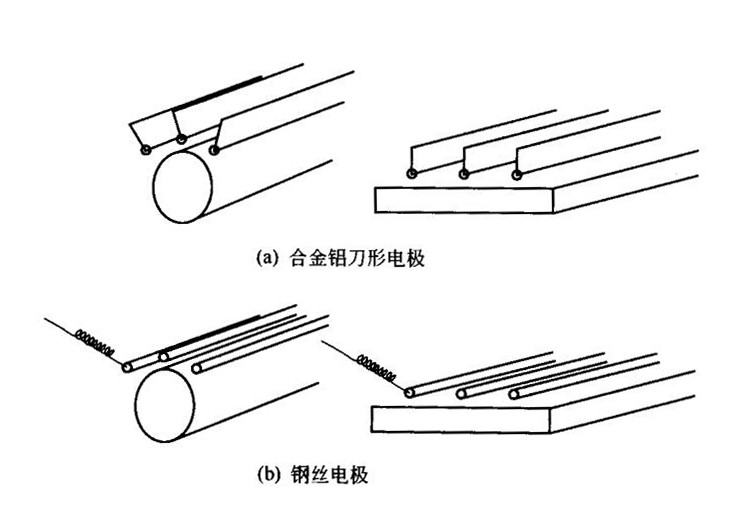
放电极设计原理示意
电极几何形状与被处理材料特性之间存在一定关系。从物理电学理论中尖端放电得知,带电导体放电处的曲率半径小,即尖端处导体电荷积累多,电场强度大,放电强烈,一般常说尖端放电就是这个道理。根据这个原理如下图所示,在同样电位的导体,电极放电部分半径小处发出火花能量高,电晕处理效果好。
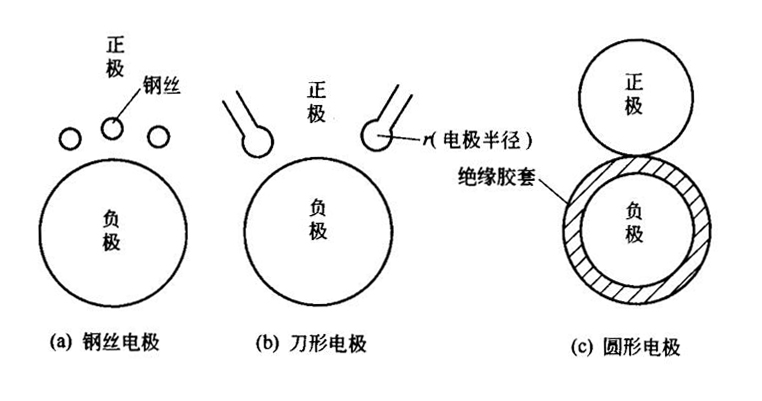
放电极形状与放电效果关系
表面张力低、极性差的塑料薄膜,如PE、PP膜最好用直径较小、较尖的电极处理,如上图(a)所示。直径小的电极散热效果差,因此每一根电极电流不宜大,采用多根电极处理,这种电极设计处理均匀而且离子速度高、处理效果好,电极结构简单、造价低;有些塑料薄膜如PET、PVC表面极性较大,只需轻微处理一下,则采用直径大些的电极,如图(b)所示,用电极根数少,这种设计放电效果一般,但也可以达到目的,并且电极寿命长,电极结构简单、造价一般;图(c)所示为圆柱形电极,这种电极的设计是为处理板材的,并且材料只需稍微处理一下,就能达到表面张力要求,这种电极处理后,对材料表面化学极化作用明显,但对物理粗化的作用很弱,电极结构复杂、造价较高,印刷用塑料薄膜一般不用这种电极处理。