始于1971年,国际就开始使用陶瓷网纹辊用于柔性版印刷。
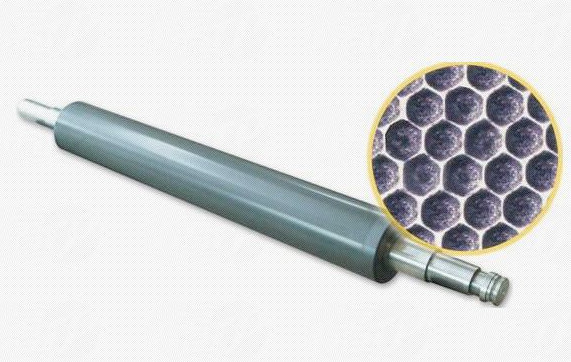
1、陶瓷网纹辊的特性
陶瓷网纹辊是用等离子喷涂方法将氧化铬粉末喷到金属辊表面,陶瓷涂层的特性见表1,陶瓷网纹辊的使用寿命是金属网纹辊寿命5倍以上。
表1 陶瓷网纹辊表面性能
| 主要性能指标 | 参数 | 主要性能指标 | 参数 |
| 气孔率 | 小于3% | 极限厚度 | lmm |
| 结合力 | 30MPa | 抛光可达表面粗糙度 | Ra0. 05 |
| 硬度 | HV1300 |
2、陶瓷网纹辊的加工工艺
陶瓷网纹辊是用激光雕刻的,一般用CO2和YAG激光器,采用“双光束”、“多次轰击”的雕刻技术。激光雕刻的原理是利用激光聚焦产生的高温使局部很微小面积的陶瓷气化产生凹痕。激光器用计算机控制晶体调制激光的开关,随着激光头沿陶瓷辊的轴向移动,辊同时在转动,激光头转移到该雕刻的位置激光器开始雕刻,移动到网墙的位置时激光器关闭。这样随着激光头从轴左端移动到右端将陶瓷辊雕刻完成。
激光雕刻的网形较金属刀具滚压的网形种类多,并且可根据用户要求设计雕刻程序,可雕刻出几乎任意形状的网穴。常用激光雕刻网塑有六角形、六角连通形、正方形、四菱形、三角形。网线数为20-2000L/in,是金属滚压网线数的5倍,为精细层次和线条印刷提供很好的条件。
3、金属和陶瓷网纹辊印刷应用特性
金属和陶瓷网纹辊印刷应用特性见表2:
表2 金属与陶瓷网纹辊特性比较
| 特性 | 金属辊 | 陶瓷辊 |
| 硬度 | 低 | 高 |
| 耐印转数 | 几十万印 | 几百万印 |
| 耐腐蚀 | 较强 | 极强 |
| 最高网线数(l/in) | 400 | 2000 |
| 网形 | 有限种类 | 可任意设定 |
| 印刷精度 | 纸箱印刷、上光 | 层次版印刷 |
| 刮刀特点 | 最好用尼龙刮刀 | 钢刮刀 |
| 成本 | 低 | 高 |